【研芯】总第207期丨详解复刻表机芯修饰面板的构造

相信大家现在已经看,关于机芯修饰面板已经大规模的在高仿表上进行应用,我们都知道机芯修饰板的原理和“盖被子”差不多,只是在原有的机芯上“盖上”一层被子,让他更漂亮,然而很少有人在对这方面的细节进行深究,去探索这里面的智慧,首先要说的是,任何机芯修饰板都不是简单的“手机壳”,“被子”这种想象中及其简单的事情,如果您对高仿表的机芯修饰面板有兴趣,那么这篇文章一定对您有所帮助
小类目
①:标板详细解析
②:甲板下的基础机芯的选择和具体应用
③:自动舵的订做和功能实现
④:原始机芯板是如何完成的
⑤:其他需要修正的
⑥:小结



①:标板详细解析
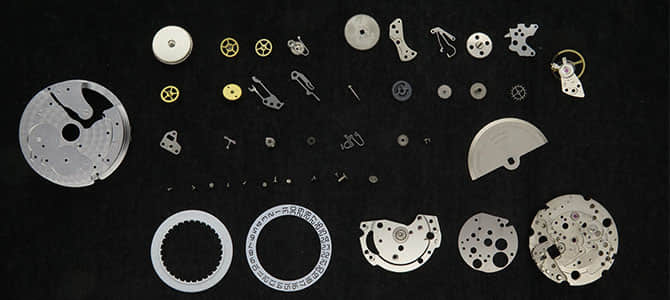
这款拆解下来的机芯是MIYOTA 8205机芯,21钻,直径26mm 厚度5.67mm,是最新推出的高仿IWC VINTAGE的基础机芯,关于这款机芯的运作机制,以及相关的特点在网上已经有很多更详细的资料了,我在这里就不重复的再做相关的解说了,复制粘贴一下。
———————————————————————————————————
以下结论引用自“万表网”2013/05/03年更新的《西铁城机械机芯:西铁城8205机芯特点、西铁城机芯清洗》
- 自动装置是自动锤双向转动,单向上条。自动锤逆时针转动带动大钢轮上条,顺时针转动,换向轮跟着空转。
- 双历装置(日历、周历)显示,其中周历是两国文字显示。
- 拉出柄头至二档,逆转快调日历,顺拨快调周历。
- 有手动上条装置,机心无立轮。由离合轮直接带动小钢轮,再通过传动过轮带动大钢轮上条。
- 机心上条机构无立轮,在大小钢轮之间多了个传动过轮,轴是椭圆形的。正常位置顺时针转动柄头,离合轮直接带动小钢轮,通过传动过轮带动大钢轮上条。逆时针转动柄头,传动过轮与大钢轮脱离啮合,并与手上条机构脱离接触。
- 中心秒轴上的秒轴簧是预先卡装在上夹板下面,不易变形,拆装也比较方便。




②:甲板下的基础机芯的选择和具体应用
一、关于选择
首先明确一点,如果在机芯上安装复杂的甲板,无疑是再给后续的维修增加难度,繁杂的甲板设计,真真假假的螺丝位置,都给后续的维修带来极大的难度,因此在选择基础机芯时,所有开模人的选择都是一样的①:功能的实现、②:故障率、③:维修难度,看到这三点我们不难明白,除了必要的实现GMT(两地时间功能)极少有开模人会选择用中国仿制的2836-2作为基础机芯来进行更改。因此在选择方面MIYOTA系列的,低故障率机芯就成为了首选机芯。
二、关于应用
一般人会以为,机芯的甲板开发是外而内的开发,即先考虑看起来更像标版(也就是仿制对象)其实事实并非如此,任何机芯面板的开发都是由内而外的开发,即装饰面板要为机芯考虑,一切都是以手表的功能实现为中心,
①:首先将原始的基础机芯的机芯板拆下,对相关的钻位,轮位,以及相应的固定尺寸进行透彻的研究
②:需要考虑机芯内罩的设计,以及自动舵、摆轮方向,以及避震器高度,和内罩面板拆卸位等等。同时如果标版的卖点在于“超薄”还需要考虑机芯板的厚度,以及内罩厚度,找到相应的平衡点,再进行机芯面板的零件设计。
以这款仿制IWC Cal.80111为例,左①为基础机芯的内罩设计,中间为MIYOTA8205的机芯背面面板,右边为MIYOTA 8205的机芯基板我们可以看到,所有的钻位和机芯面板都是匹配的的,同时内罩还为机芯的摆轮以及需要裸露的游丝位置预留了相应的空间。





③:自动舵的订做和功能实现
这是拥有修饰面板机芯的一大难点,即对自动舵的重新设计,因为两个自动舵、大小、和螺丝圈和、螺丝口外观,都不可能是完全一样,这需要对基础机芯的上链系统做研究,使新的自动舵,能够为基础机芯进行自动上链,同时又要保证当面板+基础机芯这结合在一起时的上链效率,
以仿制IWC Cal.80111为例,其基础机芯8205机芯的自动舵为双向旋转,单向上链。那么这款机芯的自动舵的重量就要有所控制。以往的自动舵,都是以铜材料为主,而这款机芯的自动舵则是以合金材料为主,电镀镍和铬金属的二元合金,让自动舵的外观看起来更加的美观。





④:原始机芯板是如何完成的
很多人以为原始机芯面板,还是和很早以前一样,就是简单的,将基础机芯内罩的上方一层简单的金属贴片,这样的方式,除了在最早仿制的甲板上有所体现以外,并没有一直的使用下去,虽然这样做的价格的确是最优秀工艺的1/10,因为这样看来,会使得整个机芯板看起来没有任何立体感。看起来像是一片贴纸。在这款仿制IWC Cal.80111上使用的是目前最先进的甲板工艺,所有的上层甲板零件全部都是单独制作的。完成镀镍工艺之后再进行刻字,刻字完成之后,再进行镀铬金属处理、我照片中所展示的,只是镀镍处理之后的机芯面板,其实已经足够漂亮了,完成镀铬之后,折射会加强,让机芯板显得更亮,同时为了体现机芯的层次感,所有的甲板螺丝都是黑色螺丝设计,这和原版的IWC Cal.80111的设计理念是完全一致的。

⑤:其他需要修正的
因为这款仿制的IWC Cal.80111是需要使用在仿制的IWC VINTAGE系列的腕表上,因此日历方面自然不能使用MIYOTA 8205所配备的原始日历盘,因此日历也需要重新设计和制作,在前文介绍IWC VINTAGE系列的文章中,我曾经对正品做过详细的介绍,正品的VINTAGE系列是万国复刻其最早一代工程师腕表的作品。其日历也是延续了最早一代的万国工程师,其字体在现行的字体库中,完全找不到,这是很多正品手表的细致之处,为了使得腕表独一无二,正品往往会自己发明一套字体作为腕表的日历字体,甚至每一个系列一个字体,除了IWC以外如Rolex、Glashutte甚至于Longines等等。因此字体也需要重新设计修改,再完成制作。



总结
好了,今天关于机芯修饰面板的设计和详解就先将到这里,相信大家通过这款仿制的IWC Cal.80111已经了解到了目前最先进的机芯板的相关工艺以及大致流程,在一个简简单单的机芯板中,就涉及到四家以上的五金生产加工厂,电镀厂,日历盘印刷厂,以及数不清的其他人眼中的“半吊子”对基础机芯MIYOTA 8205与机芯内罩之间的贴合,自动舵的长度,刻字的位置,深浅,螺丝的颜色,镀镍和镀铬金属的折射率等等方面的学问做大量的研究和调查,再和相对应的厂家技术人员进行对接,才大致完成这款IWC Cal.80111的雏形。
而完成这一切的动力只在于开模人对于完美的追求,这其中无论是遇到挫折和困难的夜晚,还是令人振奋的夜尽天明,我们都不愿意让人知道,我们只是希望有一天我们走在街上,能看到有人戴着我们做的产品,谈笑风生仅此而已。
有兴趣的朋友可以了解一下领牧表业是如何给做机芯的质检工作的:http://3g.lingmuwatch.com/index.php?m=wap&c=index&a=show&catid=158&typeid=5&id=252
更多对比科普详见:http://3g.lingmuwatch.com/index.php?m=wap&c=index&a=lists&typeid=34
- 关于领牧具体详情如下:
售前微信:11007095
售后微信:xiao1655
公众微信:WatchLeader
客服电话:4006018151
官方网站:http://www.jf-factory.cn/
腕表实拍视频:http://v.qq.com/vplus/0d20dc031e0d0cd051239ff4d928400f
微信商城:http://mp.weixin.qq.com/bizmall/mallshelf?id=&t=mall/list&biz=MzA3NTk2NTMyMg==&shelf_id=1&showwxpaytitle=1#wechat_redirect
博客:http://www.watchleader.com/

上一篇:【研芯】总第211期丨KW厂复刻OMEGA海马同轴8500系机芯详解
下一篇:【质检】领牧质检流程